歡迎來到新型全自動數控滾絲機廠家官網--衡水安達機械設備有限公司

誠信為本 品質為先
專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
李經理:18632802355
<ul id="e6a0k"></ul> 專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
李經理:18632802355
鋼筋直螺紋滾絲機@鋼筋直螺紋滾絲機使用前滾絲輪及偏心套的安裝方法?
1.加工前要根據所加工鋼筋的直徑,選擇并調換相應的滾絲輪。
2.滾絲輪及偏心套的安裝。
滾軋頭是設備的工作核心之一,它主要作用是對剝肋后的鋼筋進行滾軋螺紋,它主要由前軸蓋、后軸蓋、滾絲輪、偏心軸、偏心套、固定套、齒圈、小齒輪等組成。
(1)正絲安裝
取下前軸蓋堅固螺釘,卸下軸蓋(觀看偏心套標記孔是否在內側,如不對,摘下后軸蓋偏心套定位螺釘,轉動偏心套,使偏心套標記孔均在圓周內側,上好偏心套螺釘)。面向滾軋頭,以任一偏心軸為起始軸,按順時針依次安裝滾絲輪1、2、3(輪標記在外側),再裝好前軸蓋即可。
(2)反絲安裝
和正絲安裝基本相同,不同之處就是將任意兩個滾絲輪倒換位置即可。
(3)齒輪圈與小齒輪調節螺桿安裝位置及順序:
小齒輪的安裝位置決定偏心軸的偏轉方向,即滾絲輪中心線到滾軋頭中心線的距離,因此,小齒輪安裝的相對位置不能裝錯,裝配時應注意:小齒輪與齒圈對正。注意齒圈外齒位置小齒輪鍵位置。
3、滾絲輪與所要加工的鋼筋型號相適應后,把與加工鋼筋型號相對應的對刀棒細端插入滾軋頭中心,轉動調節蝸桿,使滾絲輪與對刀棒捆接觸抽出對刀棒即可。


我公司生產鋼筋錐螺紋連接、冷擠壓連接、直接滾軋直螺紋連接,到現在的剝肋滾軋直螺紋連接,始終處于鋼筋連接技術的前列。目前,鋼筋剝肋滾軋直螺紋連接技術已廣泛用于工民建、水利、電站、橋梁、地鐵、高鐵、機場等?12~?40的鋼筋連接。
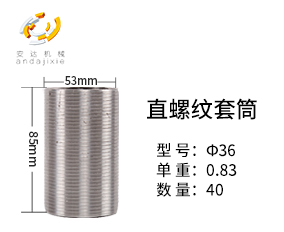
我公司技術力量雄厚,加工設備齊全,檢測手段完備。我公司根據工地具體施工方案,不斷推陳出新,研制出多種型號的鋼筋直螺紋滾絲機,根據民建、橋梁、地鐵、高鐵和不同規格的鋼筋,選用適合的鋼筋直螺紋滾絲機,如適用于鋼筋籠連接的升角型滾絲機,適合裝配生產線的全自動智能滾絲機。近來我們又研制出新式快調機頭,使更換規格時更快更方便,我們還研制出全自動雙缸鋼筋鐓粗機。目前生產各種鋼筋連接套筒(包括鐓粗鋼筋連接套筒、四級鋼鋼筋連接套筒),還有鋼筋套筒鎖母、滾絲輪、剝肋刀、鋼筋套筒通止規(包括鋼筋絲頭螺紋環規、鋼筋套筒塞規)、鋼筋套筒力矩扳手、鋼筋絲頭保護帽、鋼筋套筒保護蓋等施工輔具。我公司為產品質量的穩定提高,奠定了良好的基礎。
衡水安達機械設備有限公司是主要生產建筑鋼筋連接設備及鋼筋直螺紋套筒,為您提供HGS-40B型鋼筋直螺紋(剝肋)滾絲機,螺旋升角(剝肋)直螺紋滾絲機及各種型號鋼筋連接套筒等優質產品。聯系電話:18632802355
版權所有:衡水安達機械設備有限公司
備案號:冀ICP備18022550號-3
地址:衡水市工業園區
全國服務熱線:18632802355
套絲機_鋼筋套絲機_鋼筋直螺紋滾絲機_鋼筋剝肋滾絲機_40型鋼筋滾絲機

咨詢報價
掃一掃