歡迎來到新型全自動數控滾絲機廠家官網--衡水安達機械設備有限公司

誠信為本 品質為先
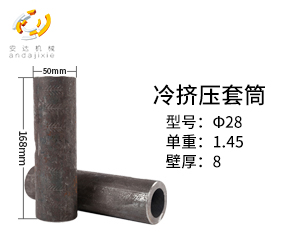
專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
李經理:18632802355
<ul id="e6a0k"></ul> 專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
李經理:18632802355
滾軋直螺紋鋼筋連接施工工藝
工藝流程
預接:鋼筋端面平頭→剝肋滾壓螺紋→絲頭質量檢驗→利用套筒連接→接頭檢驗;
現場連接:鋼筋就位→擰下鋼筋保護帽和套簡保護帽→接頭擰緊→作標記→施工質量檢驗.

鋼筋絲頭加工
(1)鋼筋下料時不宜用熱加工方法切斷,鋼筋端面宜
平整并與鋼筋軸線垂直,不得有馬蹄形或扭曲,鋼筋端部不得有彎曲,出現彎曲時應調直。
(2)絲頭有效螺紋長度應滿足設計規定。
(3)絲頭加工時應使用水性潤滑液,不得使用油性潤滑液。
(4) 絲頭中徑、牙型角及絲頭有效螺紋長度應符合設計規定。絲頭螺紋尺寸宜按GB/T196確定,有效螺紋中徑尺寸公差宜滿足GB/T197中6f級精度規定的要求.
(5)絲頭有效螺紋中徑的圓柱度(每個螺紋的中徑)誤差不得超過0. 20m.
(6)標準型接頭絲頭有效螺紋長度應不小于1/2連接套筒長度,其他連接形式應符合產品設計要求。
(7)絲頭加工完畢經檢驗合格后,應立即帶上絲頭保護帽或擰上連接套筒,防止裝卸、搬運鋼筋時損壞絲頭。
鋼筋連接施工
(1)在進行鋼筋連接時,鋼筋規格應于連接套筒規格一致, 并保證絲頭和連接套筒內螺紋干凈,完好無損。
(2)鋼筋連接時應用工作扳手將絲頭在套筒中央位置頂緊。當采用加鎖母型套筒時應用鎖母鎖緊.
(3)鋼筋接頭擰緊后應用力矩扳手按不小于下表中的擰緊力矩值檢查,并加以標記。
衡水安達機械設備有限公司是主要生產建筑鋼筋連接設備及鋼筋直螺紋套筒,為您提供HGS-40B型鋼筋直螺紋(剝肋)滾絲機,螺旋升角(剝肋)直螺紋滾絲機及各種型號鋼筋連接套筒等優質產品。聯系電話:18632802355
版權所有:衡水安達機械設備有限公司
備案號:冀ICP備18022550號-3
地址:衡水市工業園區
全國服務熱線:18632802355
套絲機_鋼筋套絲機_鋼筋直螺紋滾絲機_鋼筋剝肋滾絲機_40型鋼筋滾絲機

咨詢報價
掃一掃